NingXia DaHe Machine Tool (Group) Imp And Exp Co.,Ltd
Mandrin auto-centrant à trois mâchoires,Mandrin auto-centrant 3Jaws X 12.6inch,Mandrin de tour à 3 dents en métal


NingXia DaHe Machine Tool (Group) Imp And Exp Co.,Ltd
Mandrin auto-centrant à trois mâchoires,Mandrin auto-centrant 3Jaws X 12.6inch,Mandrin de tour à 3 dents en métal






| Type de paiement: | L/C,T/T,Paypal |
|---|---|
| Incoterm: | FOB,CFR,CIF,FCA,CPT,CIP |
| Quantité de commande minimum: | 1 Set/Sets |
Modèle: K11320C
marque: HERF
Détails d'emballage: caisse en bois
productivité: According to the order
transport: Ocean
Lieu d'origine: Chine
Soutenir: Well
Certificats : ISO9001
Code SH: 84662000
Hafen: Tianjin,Shanghai,Guangzhou
Type de paiement: L/C,T/T,Paypal
Incoterm: FOB,CFR,CIF,FCA,CPT,CIP
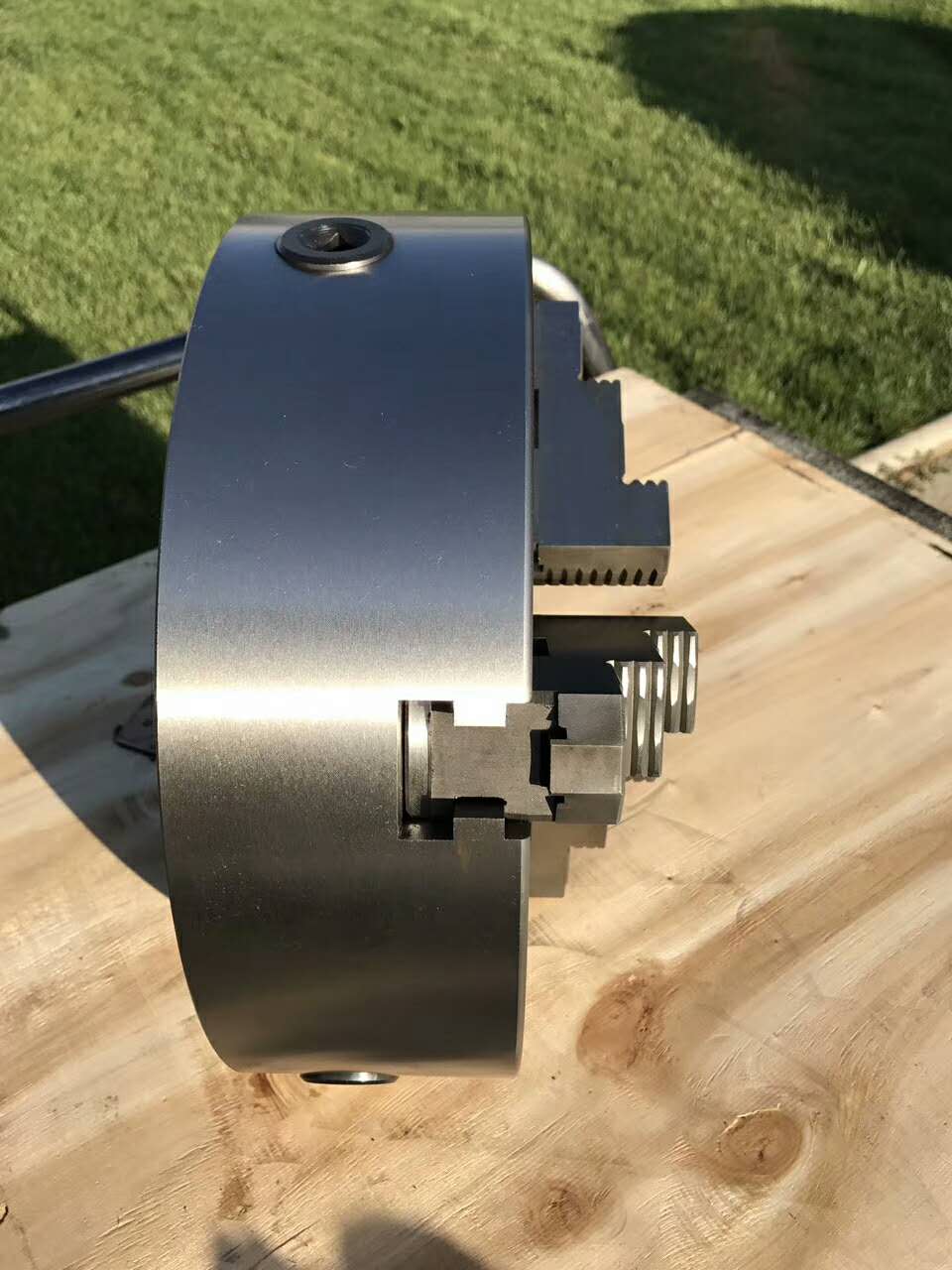
I. Résumé
K11 320C est un mandrin à auto-centrage à trois mâchoires série K11. Chuck adopte un montage central cylindrique court.Chuck adapte la structure filetée plane à travers l'engrenage, défile pour faire bouger les mâchoires en même temps pour réaliser l'auto-centrage de la pièce à usiner .. Les mandrins en acier ont une grande vitesse, une force de serrage élevée.
II. Instruction de modèle
1. Modèle K11 320C: Taille 320mm (12.6inch),
2.Chucks assorti avec la mâchoire de deux pièces de type C
3.Chuck corps matériel; Fonte nodulaire (QT)
III.Chuck Sélection
1. Les utilisateurs doivent choisir un mandrin adapté aux dimensions exigées des pièces et à la plage de serrage admissible du mandrin
FIG. 1.

TABLEAU 1.

2. Lorsque vous avez choisi un mandrin, vous devriez considérer les principaux paramètres de la machine-outil tels que son max. vitesse etc.
IV. Les paramètres de base des mandrins de montage cnetre cylindriques, voir FIG. 2, TABLE. 2 ET CARACTÉRISTIQUE PRINCIPALE, VOIR TABLEAU 3.
FIGUE. 2

TABLEAU 2
| size | D1 | D2 | D3 | H | h | z-d |
| 320C | 270 | 290 | 100 | 95 | 11 | 3-M16 |
TABLE. 3
| SIZE | Max. input torque Nm | Max.clamping force kN | Max.speed r/min |
| Material |
|
k11 k11(QT) K11(G) | K11 K11(QT) K11(G) |
| 320 | 400 | 46 55 55 | 1200 1500 1900 |
V. Montage d'un mandrin cylindrique
1.Les mandrins de montage centraux cylindriques reliés au nez de la broche de la machine-outil à travers la plaque d'adaptation
VI. Opération.
1. Vérifier et tester les éléments comme ci-dessous avant l'opération
(1) Assurez-vous que le support du mandrin soit bien serré.
(2) Insérez la clé dans le trou de la barre filetée et tournez-la pour que la mâchoire bouge librement.
(3) Réglage de la vitesse de rotation de la broche la plus basse si elle fonctionne normalement puis augmentation de la vitesse et vérification de sa sortie et d'autres phénomènes anormaux
2. Fonctionnement des mandrins
(1) Faire la pièce à usiner pour se conformer à l'arc de serrage dans le
(2) Utilisez la clé attachée pour serrer la pièce (serrage individuel avec 4 mâchoires) et le couple d'entrée ne doit pas dépasser les valeurs du tableau 3
3.Attention
a) N'ajoutez pas le tube sur la clé lorsque vous pincez la pièce pour éviter que le couple d'entrée ne dépasse sa limite et ne casse le mandrin
b) Ne pas serrer la pièce dans la plage de serrage maximale si possible
c) Ne pas courir à la vitesse maximale à l'approche de la limite de serrage max.
d) Ne pas dépasser la vitesse maximale des mandrins pendant le fonctionnement
VII. Entretien
1. Les mandrins doivent être maintenus pendant que les machines-outils maintiennent
2. Lubrifier et nettoyer (utiliser l'air comprimé) les mandrins tous les jours afin de maintenir leur précision et leur durabilité
3. Laver et lubrifier toute la surface de travail des mandrins au moins deux fois par an. Lorsque la fréquence d'utilisation de la machine-outil augmente ou dans les conditions de fonctionnement spéciales, ajoutez les temps de maintenance des mandrins
Groupes de Produits : Chuck de tour > K11 Mandrin auto-centrant à trois mâchoires







 Ms. peihua guo
Ms. peihua guo